Plastic injection molding is currently used in all product manufacturing methods. However, it also includes a number of concepts and mechanisms that future users will need to understand when designing and building molds for this type of manufacturing. The mold has many parts and options for parts, and it is important to understand how these options affect the performance, cost, and complexity of the mold. In this article, let’s talk about the runner system and how to choose a hot or cool runner system to influence the final product.
What is Runner Systems in Injection Molding?
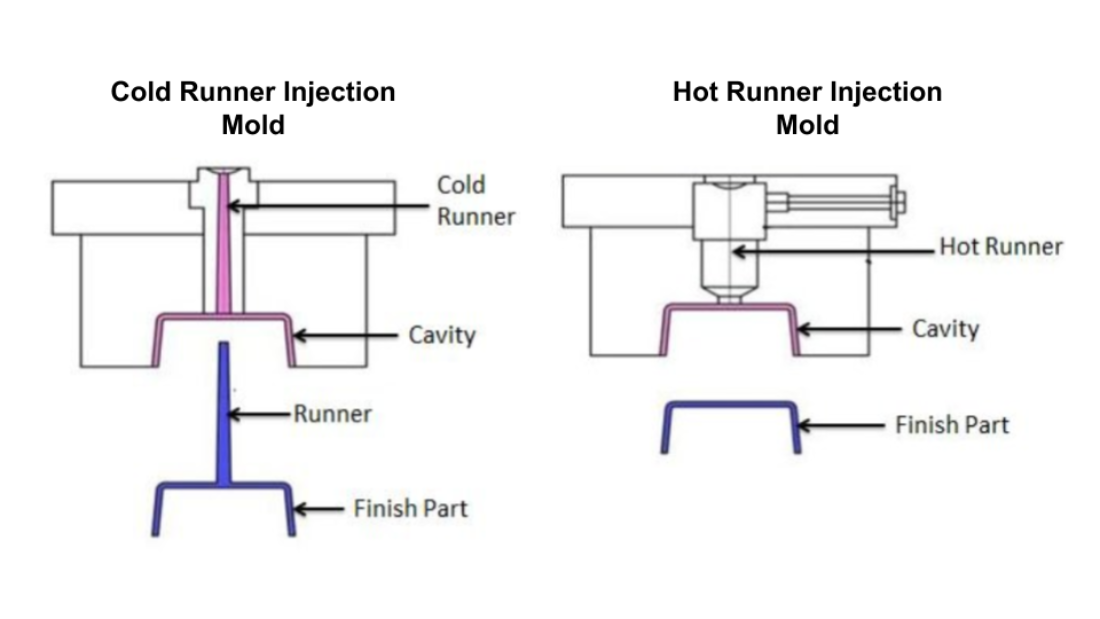
To understand the difference between a hot runner and a cold runner, the first step is to understand how the runner affects the mold. Let’s use the hot runner as an example. The molten plastic is injected into the mold through the gate where the gate meets the mold. The plastic then passes through a channel called a gate to the actual cavity or cavity. Most molds have at least two or more entrances and gates, but some molds, especially those that result in many parts, have more entrances and gates.
Hot runner mold:
The most remarkable feature of the hot runner mold is its speed, and its speed is its value. In a hot runner mold, once the plastic fills the mold cavity and cools, it also fills the runner. If placed separately, it will also cool and spray along with the parts (depending on the mold type, they either stay attached to the parts or separate before spraying). The heating channel uses a heating manifold to keep the plastic in the channel molten, which has some obvious advantages and disadvantages.
Advantages of hot runner
• Eliminate waste plastics because flow path plastics do not need to be discharged with the parts.
• Plastic ready to go into the treadmill leads to faster cycle times and higher portion sizes.
• Less pressure is required without cooling the resistance of the plastic in the runner.
• Instead of worrying about the plastic cooling of the sprue, the mold can be used to make larger parts.
Disadvantages of hot runner
• Molds have higher upfront costs because of more complex designs.
• Some thermosensitive plastics (heat-conducting plastics) do not work in hot runners.
• The mold for the heating system must be energized.
• Tooling complexity means higher testing and maintenance requirements.
Cold runner mold:
The most remarkable feature of the cold runner mold is that it is versatile, but not proficient in anyone.
In a cold runner system, the runner is at the same temperature as the rest of the mold and there is no additional heating system. The sprue, runner, and gate are cooled with the mold, and the rest of the plastic is attached to the parts or sprayed out, depending on the complexity of the mold. If the plastic is made of thermoplastic, it can be recycled.
Advantages of cold runner
• The cost of manufacturing cold gate molds is lower due to the lack of complex heating systems.
• Accept a wider range of polymers because it does not need to worry about thermal sensitivity.
• Simpler design, lower maintenance, and inspection requirements.
• Design changes are easier than hot runner systems (gate and runner movement).
Disadvantages of cold runner
• Depending on the mold, the excess plastic needs to be removed manually or automatically.
• Longer cycle time, as needed to pop up sprues and runner plastic.
• More waste generates extra spray of plastic (if not recycled).
• Some designs and dimensions are limited due to the limitation of cooling plastics in the runner.
Hot runner and cold runner have their own characteristics. The hot runner in the mold reduces waste production by entering or approaching the mold cavity. At the same time, because the plastic is still at high temperature when it enters the mold cavity, the cooling time is saved and the product can be produced more efficiently. But hot runner molds are more complex, so they are relatively expensive to make and require frequent maintenance. Cold runner molds do not require complex heating systems and can accept a wide range of polymers without worrying about thermal sensitivity. And because of its simple design, it is relatively inexpensive to make and does not require regular maintenance. But the cold flow mold creates more waste because all the processes are cooled at the same time during the injection process. The cycle takes longer. And some products are limited in design and size because of cooling restrictions.