In the process of injection molding problems will also affect the quality of the product itself. The following defects usually occur:
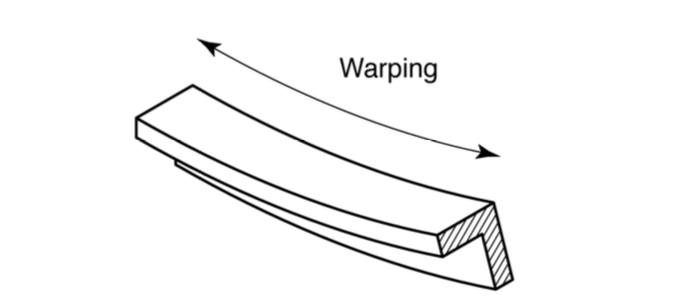
Warping
Warping refers to the deformation that may occur in the injection product when different parts of the component contract unevenly, and uneven shrinkage will exert excessive stress on different areas of the molded part. This improper stress can cause the finished part to bend or twist as it cools.
Causes and solutions
One of the main causes of warping of molded plastic and similar materials is that cooling occurs too quickly. Usually, too high a temperature or low thermal conductivity of the molten material can exacerbate the problem. At other times, when the wall thickness is not uniform, the mold design causes the warp-shrinkage rate to increase with the wall thickness.
Here are some common solutions:
- Ensure that the cooling process is gradual and long enough to prevent uneven stresses on the material
- Reduce the temperature of the material or mold
- Try switching to a material that shrinks less during cooling (for example, a pellet-filled thermoplastic shrinks much less than a semi-crystalline or unfilled grade material)
- The die is redesigned with uniform wall thickness and part symmetry to ensure greater stability during cooling
Vacuum voids/Cavitation
Vacuum voids, or cavitations, are trapped bubbles that appear in the finished forming part.
Quality control professionals generally regard gaps as “secondary” defects. However, in some cases, larger or more gaps will weaken the formed part because of the presence of air below the surface of the part to be formed.

Causes and solution
One of the main causes of voids is that the forming pressure is insufficient to extrude the trapped air out of the cavity. At other times, the material closest to the mold wall cools too quickly, causing the material to harden and pull outward, resulting in an abscess. If the density of the material changes significantly from the molten state to the hardened state, the material itself may be particularly prone to voids. Common ways to prevent voids include:
- Increase injection pressure to remove trapped air pockets
- Choose a lower viscosity material grade to limit the risk of bubble formation
- Place the spout close to the thickest part of the mold to prevent premature cooling of the material that is most likely to create gaps
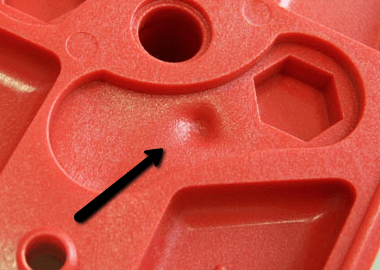
Sink mark
Sink marks are small pits or pits on the otherwise flat and consistent surface of the molded part.
This occurs when the interior of the molded part contracts and pulls the material inward from the outside.
Causes and solutions
A sink is similar to a vacuum, but the causation is reversed. Instead of the material cooling too fast near the outside of the part, the material cooling too slowly. The resulting contraction pulls the external material inward before it has a chance to cool sufficiently, leading to the sag. As with voids, sink marks are more likely to appear on the thicker parts of the assembly. Some steps can be taken to prevent this defect:
- Increase the holding pressure and time to cool the material near the surface of the part
- Increase cooling time to limit shrinkage
- Design molds using thinner component walls to accelerate cooling near the surface



